

Каталог
Оборудование для профнастила С7

Производим 4 вида линий для выпуска металлочерепицы, профилегибочное оборудование для профнастила от С-7 до Н-135, двухъярусные от С-8 до Н-45, станы для узкого и арочного профиля, агрегаты продольно-поперечной резки металла. Завод производит и предлагает на заказ: 4 вида линий для выпуска металлочерепицы, профилегибочное оборудование для производства профнастила от С-7 до Н-135, двухъярусные для трапецеидального профнастила от С-8 до Н-45, узкого профиля типа Кнауф для профиля гипсокартона, арочного для строительства бескаркасных ангаров, агрегаты продольной и продольно-поперечной резки металла, ножницы гильотинные, гофрирующее устройство для получения металлошифера, устройство разматывающее рулонного металла, станки для производства водосточных систем. Осуществим пуск линий, обучим обслуживающий персонал на территории заказчика.

| № | Технические характеристики | ||
| Исходный материал
| Ширина, мм | 1250 | |
| Толщина, мм | 0,4-0,6 | ||
| Режим работы линии | автоматический | ||
| Режим заправки ленты | п/автоматический | ||
| Установленная мощность, кВт | 12,5 | ||
| Габариты линии, мм | до 21000х2560х1700 мм | ||
| Масса, кг | |||
| Состав профилегибочной линии | |||
| 1 | Разматыватель консольный | ||
| Линия для производства профлиста С7 комплектуется разматывателем рулона. Отличия консольного размотчика от двухопорного в удобстве эксплуатации. На консольный размотчик рулон одевается при помощи кран-балки. Для согласования скорости размотки и скорости прокатки на разматывателе есть своя система управления. | |||
| Габариты, мм | 2560х1620х1700 мм | ||
| Установленная мощность | 2,2 кВт | ||
| Масса, кг | 1300кг | ||
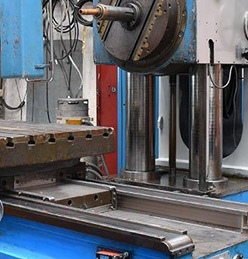
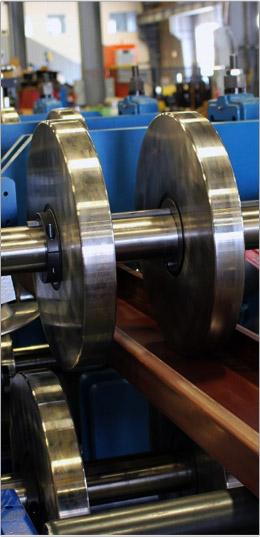
| 2 | Стан прокатный для производства профнастила С7 с приводом | ||
| Представляет собой раму с рабочим инструментом (рабочими клетями) и электроприводом. В оборудовании для производства профлиста играет важную роль – на гладком металлическом листе формирует гофры до получения требуемой геометрии профнастила. От конструкции прокатного стана и качества его изготовления зависит качество произведенного профнастила. Наше предприятие использует последовательную схему гиба, где прокатывается сначала середина листа, потом края. | |||
| Количество рабочих клетей | 8 | ||
| Установленная мощность,кВт | 7,5 | ||
| Габариты, мм | 5000х1600х1400 мм | ||
| Масса, кг | 4000 | ||
| Производительность пог. м/мин | 15 пог. м/мин. | ||
| 3 | Ножницы гильотиные | ||
| В линии для производства профнастила ножницы гильотины находятся в конце прокатного стана. Они нужны для рубки готового профлиста перед складированием его в пачки. Ножи ножниц выполнены в форме прокатываемого профиля и рубят профнастил без заусенцев. | |||
| Установленная мощность двигателя, кВт | 3 кВт | ||
| Габариты, мм | 1500х400х1100 мм | ||
| Масса, кг | |||
| 4 | Приемное устройство | ||
| Габариты, мм | до12000х1350х1200мм | ||
| Масса, кг | 350 | ||
| 5 | Система автоматического управления (САУ) | ||
| Исполнена на элементной базе компании Siemens ; включает в себя пульт управления и позволяет управлять такими параметрами, как: скорость прокатки (с целевой функцией оптимизации по критерию производительность-качество), количество-длина (с регулировкой пауз технологического цикла), цикла отгрузки. Пульт управления оснащен системой индикации основных технологических параметров и оповещения об аварийной ситуации. | |||
| Требования к производсвенному помещению и обслуживаещему персоналу | |||
| Необходимая произв. площадь, не менее: 27х4 м | |||
| Монтаж линии, ввод в эксплуатацию и обучение персонала проводится силами нашего предприятия в течение 10 дней (максимально) по отдельному соглашению. | |||
| Срок изготовления | 1,5-2 | ||